

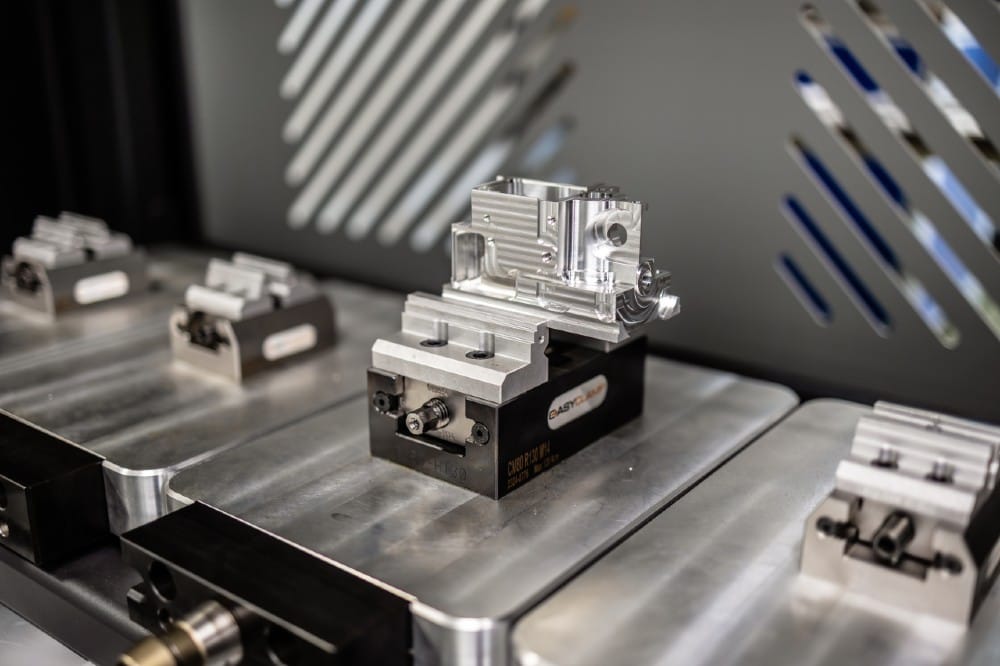
De komponenter som ska inspekteras monteras på paletter som är utformade för att möjliggöra robotiserad hantering.
Méca-Précis implementerar en robotiserad mätcell för att effektivisera sina inspektionsprocesser. Lösningen kombinerar en koordinatmätmaskin från Mitutoyo med robotlösningar från Engineering Data, vilket effektivt eliminerar flaskhalsar i komponentkontrollen.
Vissa yrken förs vidare från generation till generation – tillsammans med en stark känsla för kvalitet och precision. När Bruno Mériaudeau beskriver komponenterna som tillverkas i verkstaden märks stoltheten tydligt. Intresset för precisionsbearbetning har följt med från generation till generation. Méca-Précis grundades 1975 av hans far, med fokus på tillverkning av tekniskt avancerade komponenter. Erfarenheten byggdes upp genom arbete för militära applikationer med krav på specialanpassade enstycksdetaljer. Bruno anslöt 1982, då företaget hade åtta anställda. I dag leds bolaget av nästa generation. Nicolas Mériaudeau tog över 2023. Företaget har 45 anställda och 25 verktygsmaskiner, varav 18 CNC-styrda. Verksamheten i Châtillon-sur-Indre har successivt byggt upp både kompetens och kapacitet.
Méca-Précis är specialiserat på prototypdetaljer, enstyckskomponenter, små och medelstora produktionsserier, samt svetsade mekaniska konstruktioner. Företaget tillverkar komplexa komponenter för flyg- och satellitindustrin och har i över 48 år levererat delar och kompletta delsystem till en global ledare inom kartongförpackningsmaskiner. För att säkerställa att alla delar uppfyller strikta dimensionskrav använder Méca-Précis en standarmätmaskin i produktionen samt en koordinatmätmaskin (CMM) placerad i en temperaturkontrollerad miljö. Vissa kunder inom flyg- och rymdsektorn kräver dessutom 100 % inspektion av alla dimensioner på varje detalj, både före och efter ytbehandling.
När kvalitetskontrollen blir en flaskhals i produktionen
”Dimensionskontroll av en enskild detalj kan ta bara en minut – men det kan finnas upp till 300 som ska kontrolleras. Å andra sidan kan inspektionen av en komplex komponent för en satellit ta upp till 80 timmar”, förklarar Nicolas Mériaudeau. I takt med att produktionsvolymerna ökade och flera palletterade bearbetningscentra kördes obemannat nattetid, kunde koordinatmätmaskinen inte längre hålla jämna steg.
”Våra kvalitetskontrollanter var överbelastade. För att upprätthålla en hög servicenivå och tillverkningskvalitet, samt säkerställa rimliga leveranstider för våra kunder, behövde vi hitta en lösning för att eliminera flaskhalsen i kontrollprocessen. Därför började vi söka efter ett sätt att automatisera och robotisera inspektionen”, förklarar Bruno Mériaudeau.
Eftersom befintlig leverantör inte kunde erbjuda en lösning kontaktades Mitutoyo. Resultatet blev en robotiserad mätcell baserad på en MiSTAR-koordinatmätmaskin, utvecklad tillsammans med Engineering Data, specialister på fixturlösningar och automation av bearbetningscentra.
Implementering av den robotiserade mätcellen
Mindre än ett år efter det första mötet mellan teamen från Mitutoyo, Engineering Data och Méca-Précis – där båda kvalitetskontrollanterna var nära involverade genom hela projektet – installerades den robotiserade mätcellen i verkstaden. Efter faser för utveckling av mätprogram, driftsättning, konfiguration och teknisk finjustering krävdes ytterligare sex månader innan systemet var fullt operativt.
”Vi har effektivt eliminerat flaskhalsen i kvalitetskontrollen. Den här lösningen ger oss större flexibilitet och ökar vår inspektionskapacitet”, säger Bruno Mériaudeau.
”Utan denna robotiserade mätcell skulle vi inte kunna hantera de ökande produktionsvolymerna av serietillverkade komponenter, som ställer mycket höga krav på kvalitetskontroll. Vi har nu en lösning som helt motsvarar våra behov. Under hela projektet har vi haft stor nytta av det goda samarbetet, snabbheten, lyhördheten och den geografiska närheten hos teamen från Engineering Data och Mitutoyo”, tillägger Nicolas Mériaudeau.
Belastningen på Méca-Précis två kontrollanter har minskat avsevärt. De kan nu förlita sig på två mätlösningar för att genomföra alla nödvändiga kontroller internt. Den robotiserade cellen har kraftigt reducerat deras arbetsbörda genom att utföra automatiserade inspektioner både dagtid och nattetid. Innan de lämnar verkstaden kan operatörerna ladda systemet med komponenter, varefter inspektionerna genomförs helt automatiskt i deras frånvaro.
Arkitektur och funktion hos den robotiserade mätcellen
Denna lösning är resultatet av Engineering Datas expertis inom automatiserad maskinbetjäning i kombination med Mitutoyos kompetens inom dimensionskontroll. Den robotiserade mätcellen är installerad i en inhägnad struktur med glasväggar som säkerställer operatörens säkerhet samtidigt som de ger full insyn i systemets funktion. Cellen integrerar en fleraxlig ledad robot för hantering, en koordinatmätmaskin av modellen Mitutoyo MiSTAR, utvecklad för verkstadsmiljö, samt ett automatiserat lagringssystem med kapacitet för upp till 20 paletter där komponenterna fixeras för mätning. En laddstation, åtkomlig utifrån, möjliggör interaktion med operatören utan att störa den övergripande driften.
Processen inleds med laddningsfasen. Operatören placerar en palett med en komponent på den dedikerade laddstationen. Varje palett är utformad för att hålla komponenten i en position som är anpassad för både robotiserad hantering och mätning. Via cellens användargränssnitt väljer operatören aktuell komponenttyp. Informationen överförs till systemets styrning, som automatiskt kopplar komponenten till rätt mätprogram. Roboten hämtar därefter palett och placerar den i lagringssystemet. Denna process upprepas tills lagringssystemet är fullt.
När paletterna har laddats startar operatören mätcykeln via gränssnittet, varefter cellen arbetar autonomt. Roboten hämtar successivt paletterna från lagringen och placerar dem på mätmaskinens granitbord, som är utrustat med en fixtur som säkerställer korrekt positionering och stabilitet under mätningen. Koordinatmätmaskinen kör det tillhörande mätprogrammet och utför de nödvändiga dimensionskontrollerna. Tidsåtgången varierar beroende på komponentens komplexitet och antal mätpunkter, från några minuter till flera timmar.
När mätningen är avslutad hämtar roboten paletten och återför den till lagringsenheten. Cykeln fortsätter automatiskt tills samtliga laddade komponenter har kontrollerats. Mätresultaten registreras i systemet och kan analyseras i efterhand av mättekniker.
Hela processen bygger på en nära samordning mellan styrsystemet, roboten och mätmaskinen. Genom att automatisera paletthanteringen separeras laddningsmomentet från själva mätprocessen, vilket möjliggör kontinuerlig drift av mätutrustningen samtidigt som behovet av manuell hantering minimeras.



